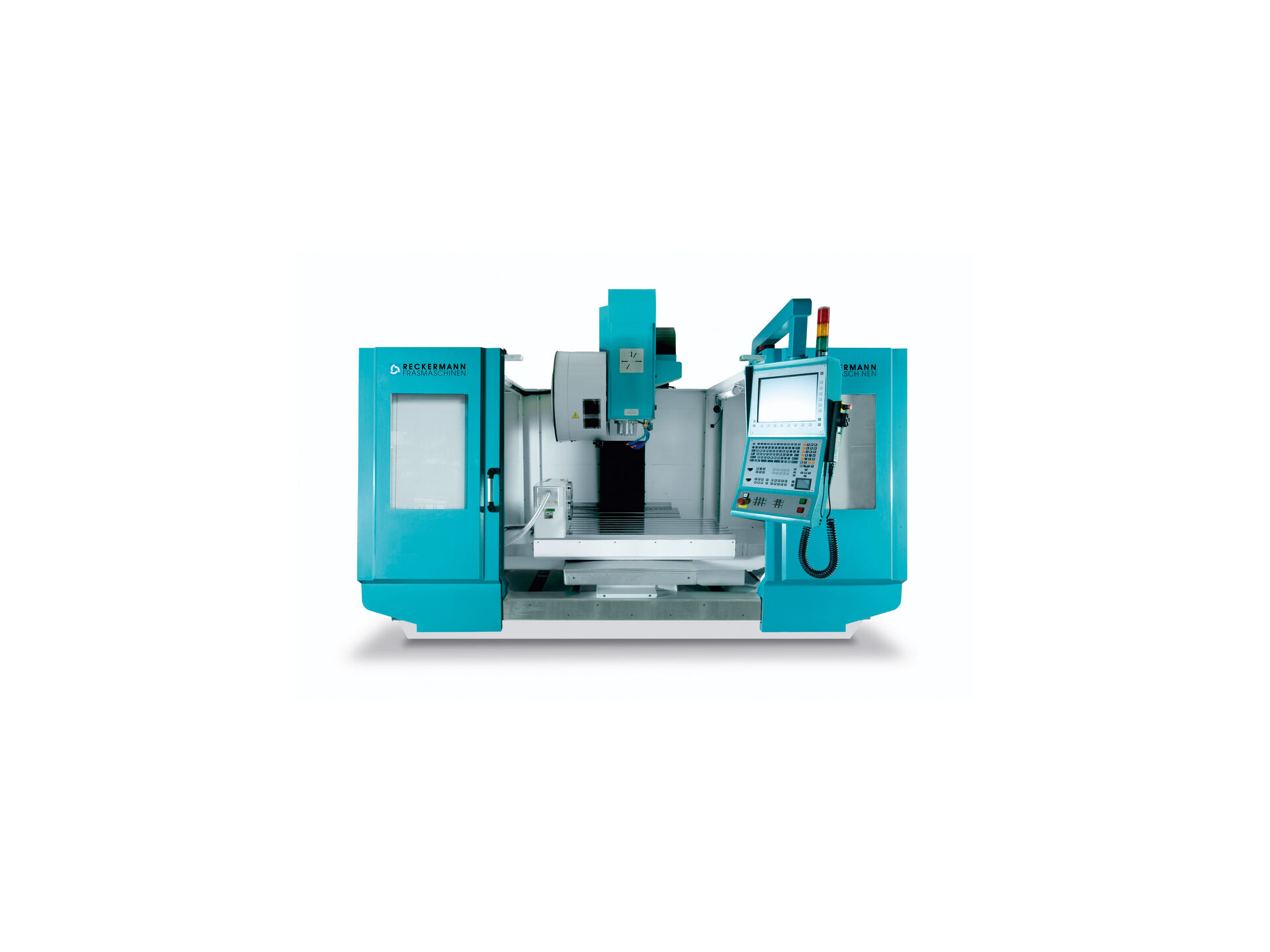
Bearbeitungszentrum RBZ 1370
Eine Maschine mit viel Raum für große Fertigungsteile
Das Bearbeitungszentrum RBZ 1370 hat einen großen Arbeitsraum mit zwei seitlichen Türen, sowie den Fahrwegen von X=1.300, Y=700 und Z=700 und bietet somit Platz für große, sperrige und überlange Bauteile.
Aber auch für mehrere Vorrichtungen, Teilapparate, Nullpunktspannsysteme, Plattenwechsler oder automatisierte Beschickung.
Mit Reckermann Production Design entsteht die optimale Maschine für Ihre Fertigung. Neben zahlreichem standardisiertem Zubehör gilt auch hier authentisches Product Design - Form Follow Funktion.
Dank der ausfallsicheren Getriebespindel und des Raumes für Mehrfach - Spannungvorrichtungen steigt die Autarkie und damit die Wirtschaftlichkeit unseres 3 Achs Bearbeitungszentrums.
Auf dem RBZ 1370 mit den Verfahrwegen X = 1.300, Y = 700 und Z = 700 und einem großen Arbeitsraum bei guter Zugänglichkeit lassen sich größere Maschinenbauteile bis 1.200 kg problemlos einbringen und spannen. Die Kabine ist von oben bekranbar, so dass sich Bauteile mit einem Gewicht von bis zu 1.200 kg ergonomisch und sicher einbringen lassen. Eine zuverlässige Maschine mit hoher Zerspanleistung, viel Platz für Vorrichtungen für eine wirtschaftliche Fertigung. Dies bietet sich an für eine automatische Beschickung mittels Roboter oder einen Palettenwechselsystems.

Erweiterungs Optionen für das RBZ 1370
Für Ihre individuellen Anforderungen - Sprechen Sie uns an!
Steuerung
-
- Heidenhain Adaptive Feed Control
AFC (Adaptive Feed Control) ist die vollständig integrierte, adaptive Vor-schubregelung. Sie regelt den Bahnvorschub der TNC automatisch – abhän-gig von der jeweiligen Spindelleistung und sonstigen Prozessdaten aber unab-hängig vom NC-Programm.
Optimieren der Bearbeitungszeit
Häufig sind Werkstücke mit unterschiedlichem Materialabtrag zu bearbeiten, da z. B. über Nuten oder Absätze hinweg gefräst wird. Insbesondere bei Gussteilen treten mehr oder weniger große Aufmaß- oder Materialschwan-kungen (Lunker) auf. Durch entsprechende Regelung des Vorschubs wird versucht, die zuvor eingelernte maximale Spindelleistung während der ge-samten Bearbeitungszeit einzuhalten. Die Gesamtbearbeitungszeit wird durch Vorschuberhöhung in Bearbeitungszonen mit weniger Materialabtrag verkürzt.
Werkzeugüberwachung
Die adaptive Vorschubregelung der TNC vergleicht permanent die Spindel-leistung mit der Vorschubgeschwindigkeit. Wird ein Werkzeug stumpf, steigt die Spindelleistung an. In Folge davon reduziert die TNC den Vorschub. So-bald ein eingestellter Mindestvorschub unterschritten wird, reagiert die TNC durch Abschalten oder Fehlermeldung. Dadurch lassen sich Folgeschäden nach Fräserbruch oder Fräserverschleiß verhindern.
- Heidenhain Adaptive Feed Control
Wegmesssysteme
-
- Lineares Wegmeßsystem in allen Achsen (Glasmaßstäbe), Heidenhain Glasmaßstäbe X,Y,Z mit Sperrluft
Maschinenverkleidung
-
- Automatiktüre vorne, elektronisch angetrieben und überwacht wird das Öffnen und Schließen der beiden vordern Schutztüren von der Maschine gesteuert. Der Schutztürantrieb automatisiert das Öffnen und Schließen der horizontal laufenden Schutztüren an der Fräsmaschinen die von Personen oder Robotern bedient bzw. beladen werden. Durch sein adaptives Verhalten passt sich der Antrieb an die Gegebenheiten an. Sowohl Gewicht und Reibung, als auch die Regelparameter werden eigenständig ermittelt.
- Absaugung für Ölnebel
Arbeitsbereichserweiterung
-
-
Werkzeuginnenkühlung
-
- Werkzeuginnenkühlung Druck 8 Bar
- Werkzeuginnenkühlung 22 bar, Zentrifugalfilterung des Kühlmittels
- Luft durch die Spindel, zuschaltbar über M-Funktion
Werkzeugmagazin
-
- Werkzeugmagazin SK 40 mit 24 Plätzen, Doppelarmgreifer
Werkzeugaufnahme
-
- HSK63 anstelle von SK40 für Werkzeugmagazin mit Doppelarmgreifer
Frässpindel
-
- Riemengetriebene Spindel SK40 mit 10.000 min-1 und Ölkühler
- Riemengetriebene Spindel SK40 mit 12.000 min-1
- Hauptantrieb 12,0 kW
- Automatisches Untersetzungsgetriebe 1:4 Fabrikat ZF
Automation
-
- Das Nullpunktspannsystem wird auf den Rundtisch aufgesetzt. Hier der Grundträger sind aus der pneumatischen Baureihe 138 EASYLOCK von Röhm. Bei diesem Spannsystem liegt die Wiederholgenauigkeit bei < 0,005 zudem ist des durch die formschlüssige Selbsthemmung unempfindlich gegen Zug- und Seitenkräfte. Die Bolzen für die durch den AN gefertigten Paletten sind Bestandteil der Lieferung. Der Palettenunterbau ist nicht Bestandteil der Lieferung.Y-Achse 800mm, Tischbreite 700mm
- Ausrüstung des Drehtisches mit 4x Hydraulikanschluß und 1x Luftanschluß, installiert von außen durch die Schwenkbrücke bis zum Zentrum der Dreh-achse. Ventile sind schaltbar über M – Befehle.
- Roboterschnittstelle
Spänemanagement
-
- Späneförderer, Scharnierband
- Spänewagen
Rundachsbearbeitung
-
- Vorbereitung für 4. Achse
- Teilapperat Walter TANiH 160 Evolution NEG mit horizontaler Achse, Spitzenhöhe 160mm, Hydraulische Spindelklemmung 100Bar, Haltemoment 1.600Nm, Vorschubmoment 250Nm, maximale Transportlast 180 Kg, mit Reitstock 350 Kg, Drehzahl 42 U/min, Fest positionierter Referenzpunkt über Näherungsschalter, Komplett mit Motor in Maschine und Steuerung integriert mit zusätzlichen Tischabdeckungen für einen gesicherten Spänefluß
- Motor in Ausführung U oder Z
- Starrer Reitsstock Spitzenhöhe 160mm, Pinole MK3, Hub 32mm mit Spannmittel und fester Reitstockspitze
- Mitlaufende Reitstockspitze
Werkstück- und Werkzeugvermessung
-
- Heidenhain TT140 mit Kabel
- Heidenhain Infrarot Messtaster TS640 mit Emp-fangseinheit SE640 Empfänger
- Renishaw TS-27R zur Vermessung von Werkzeug-länge und –Durchmesser
- Renishaw laserbasierte Werkzeugbrucherkennung. Durch Verwendung der einzigartigen ToolWise™-Technologie von Renishaw können Werkzeuge ab einem Durchmesser von 0,2 mm bei einem Abstand von 300mm geprüft werden. Da das Werkzeug während einer typischen Werkzeugbruchkontrolle nur für ungefähr eine Sekunde im Laserstrahl ver-bleibt, eignet sich das TRS2 sowohl für den Einsatz in der Fertigung von Großserien als auch für Maschinen mit niedrigen, mittleren und hohen Dreh-zahlen. Durch die Ausführung als eine einzige kompakte Einheit, welche die Laser- Lichtquelle und die Auswertelektronik enthält, lässt sich das TRS2 ein-fach installieren. Eine Montage außerhalb des Verfahrbereichs der Maschine ist möglich, wodurch wertvoller Platz auf dem Maschinentisch gespart und die Gefahr einer Kollision ausgeschlossen wird.
Maschinenbefestigung
-
- Fixatoren
Unser Service ist so leistungsstark wie unsere Maschinen
Vom Transport über das Mitarbeitertrainer bis zur Service HotlineDas Team von Reckermann ist auch nach der konzeptionellen Planung und Fertigung des Bearbeitungszentrums an Ihrer Seite.
Wir organisieren den Transport, die Einbringung, sowie die Inbetriebnahme des Bearbeitungszentrums. Um die volle Leistung der Maschine nutzen zu können, schulen wir Ihre Mitarbeiter vor Ort und optimieren gemeinsam mit Ihnen Ihre Fräsprozesse.
Unsere kostenlose Service Hotline steht Ihnen im Bedarfsfall einer Ersatzteilbestellung, Reparatur und Wartung schnell und unkompliziert zur Verfügung.
Außerdem sind unsere erfahrenen Servicetechniker in Notfällen schnell vor Ort oder unterstützen Sie kostengünstig mittels Fernwartung.
Ihr Ansprechpartner
Rufen Sie uns an, wir beraten Sie und erarbeiten das beste Konzept für Ihre individuellen Fertigungs- und Fräsanforderungen.
Sie können uns auch gern als Angebots- oder Gesprächsgrundlage eine Datei über unser Kontaktformular senden.
Technische Leitung / Vertrieb & Projektmanagement
Constantin Frank ist in unserem Unternehmen verantwortlich für die Technik, den Vertrieb sowie die Projektabwicklung.